CuNi 90/10 & CuNi 70/30 Socket Weld Flanges — ASTM B151, ASME B16.5, ANSI, DIN 2566. Class 150–2500 | NPS ½" to 2".
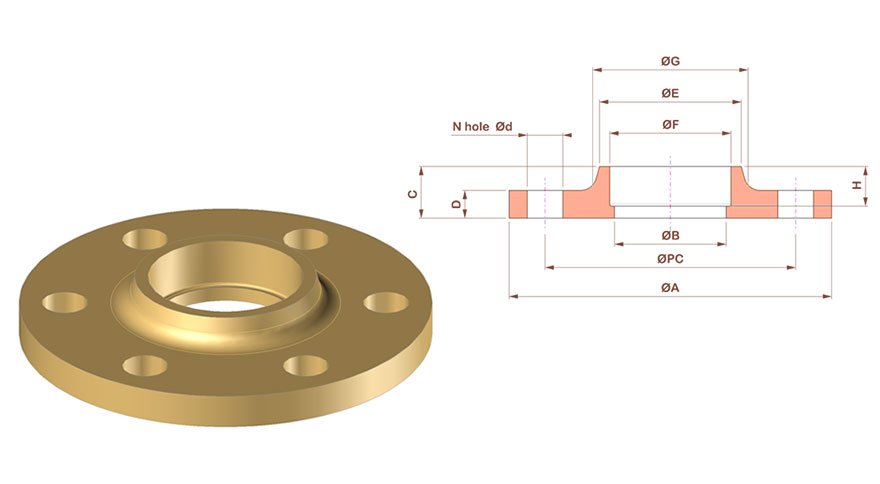
A Copper Nickel Socket Weld Flange (CuNi SW Flange) features a socket bore into which the pipe is inserted before being seal-welded with a fillet weld on the outside only. This design provides a smooth internal bore (no restriction at the weld) and is used for small bore, high-pressure piping systems up to NPS 2".
Sunflex Metalloy manufactures CuNi Socket Weld Flanges in CuNi 90/10 (UNS C70600) and CuNi 70/30 (UNS C71500) per ASTM B151, conforming to ASME B16.5, ANSI B16.5, DIN 2566, and EN 1092-1 Type 04 standards.
Ship seawater cooling circuits, air conditioning sea water lines

Ballast water systems, bilge, fire main and general service piping
Low-pressure intake and outfall piping, auxiliary seawater circuits

Utility seawater headers, non-critical process piping on platforms

Cooling water distribution headers in coastal power generation facilities
Jetty seawater supply systems, port utility piping installations
All CuNi flanges are forged from ASTM B151 billets, heat treated (annealed) to restore ductility per ASTM B151 requirements, then CNC machined to ASME B16.5 / B16.47 dimensional tolerances. Full quality records and heat treatment certificates accompany every delivery.
XRF-based Positive Material Identification per ASTM B151 for Cu, Ni, Fe, Mn chemistry verification on every heat number.
Shell hydrostatic testing at 1.5× rated pressure per ASME B16.5 / API 598 with hold time verification and certified results.
Volumetric UT per ASTM A388 / EN 10228-3 on all forgings to detect internal flaws before and after machining.
Surface DPT per ASME Section V / ASTM E165 on flange faces and bore after final machining operations.
100% dimensional check per ASME B16.5 / B16.47 tables using calibrated vernier, micrometers, and CMM instruments.
Tensile, yield, elongation, and Brinell hardness per ASTM B151 on test coupons from each production heat.
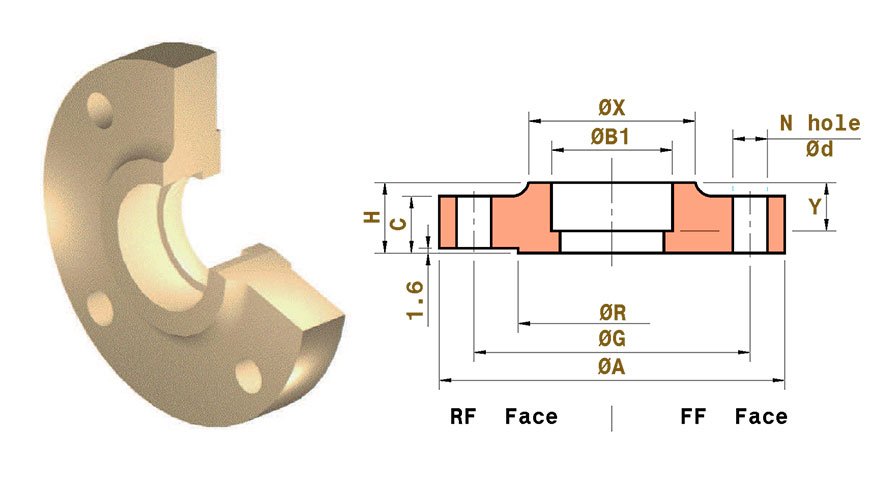
ASME B31.3 requires a 1/16" (1.6mm) gap between the pipe end and the socket bottom before welding to allow for thermal expansion during the welding process. Failure to maintain this gap can result in residual stress and potential socket cracking in service.
| Property | CuNi 90/10 (C70600) | CuNi 70/30 (C71500) |
|---|---|---|
| Tensile Strength (UTS) | 275 MPa (40 ksi) min | 380 MPa (55 ksi) min |
| Yield Strength (0.2%) | 105 MPa (15 ksi) min | 170 MPa (25 ksi) min |
| Elongation (50 mm GL) | 30% minimum | 30% minimum |
| Brinell Hardness (HB) | ≤ 100 HB | ≤ 120 HB |
| Density | 8.94 g/cm³ | 8.94 g/cm³ |
| Modulus of Elasticity | 132 GPa | 152 GPa |
| Element | CuNi 90/10 (C70600) | CuNi 70/30 (C71500) |
|---|---|---|
| Copper (Cu) | Remainder (~88–90%) | Remainder (~65–70%) |
| Nickel (Ni) + Co | 9.0 – 11.0% | 29.0 – 33.0% |
| Iron (Fe) | 1.0 – 1.8% | 0.40 – 1.0% |
| Manganese (Mn) | 1.0% max | 1.0% max |
| Lead (Pb) | 0.02% max | 0.02% max |
| Zinc (Zn) | 0.50% max | 0.50% max |
| Carbon (C) | 0.05% max | 0.05% max |
| Sulfur (S) | 0.02% max | 0.02% max |
Every CuNi flange is manufactured with full heat traceability. Chemical composition is verified by OES (Optical Emission Spectrometry) on each heat and confirmed by XRF-based PMI prior to dispatch. MTC provided per EN 10204 3.1 (standard) or 3.2 (third-party witnessed) per project requirements.
| Standard | CuNi 90/10 Designation | CuNi 70/30 Designation |
|---|---|---|
| UNS (ASTM) | C70600 | C71500 |
| DIN / W.Nr. | CuNi10Fe1Mn / 2.0872 | CuNi30Mn1Fe / 2.0882 |
| EN (CW No.) | CW352H | CW354H |
| BS | CN102 | CN107 |
| MIL Spec | MIL-T-16420 (Comp B) | MIL-T-16420 (Comp A) |
| NORSOK MDS | C-600 (CuNi 90/10) | C-601 (CuNi 70/30) |
CuNi Socket Weld Flanges per ASME B16.5 are available from NPS ½" to NPS 2" (DN 15 to DN 50). Above NPS 2", Weld Neck or Slip-On flanges are used as Socket Weld flanges become impractical for larger bore piping. The NPS 2" limit aligns with standard ASME B16.11 socket weld fittings used in the same systems.
ASME B16.5 and ASME B31.3 require a 1/16" (1.6mm) gap between the pipe end and the socket bottom. This gap allows for thermal expansion of the pipe during the welding heat cycle. Without the gap, the pipe bottom bears against the socket base under thermal expansion, which creates residual tensile stress in the weld — increasing susceptibility to stress corrosion cracking and fatigue failure in cyclic service.
The annular gap between the pipe OD and socket ID creates a crevice that can be susceptible to crevice corrosion in aggressive media. For CuNi 90/10 and 70/30, seawater crevice corrosion risk is much lower than for stainless steel, but it is still a design consideration. For highly aggressive service (high chloride, stagnant conditions), Weld Neck flanges with full penetration butt welds are preferred. Socket Weld joints are acceptable for most standard seawater cooling and utility services with CuNi alloys.
CuNi Socket Weld Flanges are fillet-welded using AWS A5.7 ERCuNi (70/30 filler) welding wire or AWS A5.6 ECuNi electrode (SMAW). The welding procedure must be qualified per ASME Section IX. Preheat is generally not required for CuNi alloys, but inter-pass temperature control and joint cleanliness are critical. Sunflex Metalloy can provide welding procedure specifications (WPS) and PQRs on request.
Share your specifications — size, grade, pressure class, quantity — and receive a competitive quote within 24 hours with complete technical datasheet.