CuNi 90/10 & CuNi 70/30 Ring Type Joint Flanges — ASME B16.5, ASME B16.20, API 6A/6D. Class 150–2500 | NPS ½" to 24". Metal-to-metal seal.
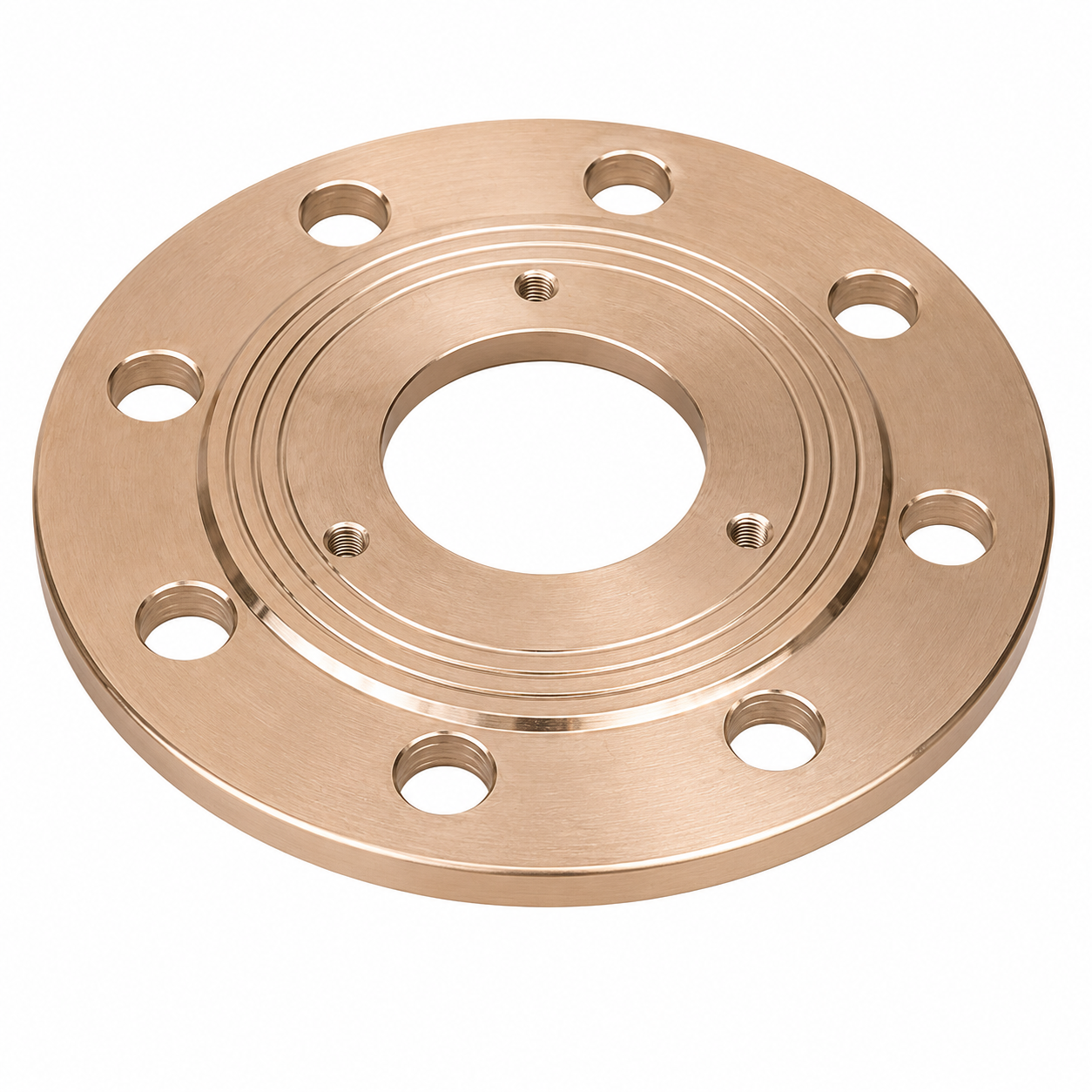
A Copper Nickel Ring Type Joint Flange (CuNi RTJ Flange) uses a precision-machined annular groove on each flange face into which a soft metal ring gasket (oval or octagonal cross-section per ASME B16.20) is seated. When the flange bolts are tightened, the ring gasket deforms plastically and creates an extremely reliable metal-to-metal seal — capable of maintaining integrity at extreme pressures and temperatures where soft gaskets would fail.
Sunflex Metalloy manufactures CuNi RTJ Flanges in CuNi 90/10 (UNS C70600) and CuNi 70/30 (UNS C71500) per ASTM B151, conforming to ASME B16.5, ASME B16.20, API 6A, and API 6D standards.
Ship seawater cooling circuits, air conditioning sea water lines

Ballast water systems, bilge, fire main and general service piping
Low-pressure intake and outfall piping, auxiliary seawater circuits

Utility seawater headers, non-critical process piping on platforms

Cooling water distribution headers in coastal power generation facilities
Jetty seawater supply systems, port utility piping installations
All CuNi flanges are forged from ASTM B151 billets, heat treated (annealed) to restore ductility per ASTM B151 requirements, then CNC machined to ASME B16.5 / B16.47 dimensional tolerances. Full quality records and heat treatment certificates accompany every delivery.
XRF-based Positive Material Identification per ASTM B151 for Cu, Ni, Fe, Mn chemistry verification on every heat number.
Shell hydrostatic testing at 1.5× rated pressure per ASME B16.5 / API 598 with hold time verification and certified results.
Volumetric UT per ASTM A388 / EN 10228-3 on all forgings to detect internal flaws before and after machining.
Surface DPT per ASME Section V / ASTM E165 on flange faces and bore after final machining operations.
100% dimensional check per ASME B16.5 / B16.47 tables using calibrated vernier, micrometers, and CMM instruments.
Tensile, yield, elongation, and Brinell hardness per ASTM B151 on test coupons from each production heat.
RTJ ring gaskets must always be replaced with new rings after each flange opening — never reuse an RTJ ring gasket. The ring groove face must be inspected for damage or scratches before reassembly. Ring gasket hardness must be lower than the flange groove hardness to ensure the gasket deforms (not the groove) during bolting.
| Property | CuNi 90/10 (C70600) | CuNi 70/30 (C71500) |
|---|---|---|
| Tensile Strength (UTS) | 275 MPa (40 ksi) min | 380 MPa (55 ksi) min |
| Yield Strength (0.2%) | 105 MPa (15 ksi) min | 170 MPa (25 ksi) min |
| Elongation (50 mm GL) | 30% minimum | 30% minimum |
| Brinell Hardness (HB) | ≤ 100 HB | ≤ 120 HB |
| Density | 8.94 g/cm³ | 8.94 g/cm³ |
| Modulus of Elasticity | 132 GPa | 152 GPa |
| Element | CuNi 90/10 (C70600) | CuNi 70/30 (C71500) |
|---|---|---|
| Copper (Cu) | Remainder (~88–90%) | Remainder (~65–70%) |
| Nickel (Ni) + Co | 9.0 – 11.0% | 29.0 – 33.0% |
| Iron (Fe) | 1.0 – 1.8% | 0.40 – 1.0% |
| Manganese (Mn) | 1.0% max | 1.0% max |
| Lead (Pb) | 0.02% max | 0.02% max |
| Zinc (Zn) | 0.50% max | 0.50% max |
| Carbon (C) | 0.05% max | 0.05% max |
| Sulfur (S) | 0.02% max | 0.02% max |
Every CuNi flange is manufactured with full heat traceability. Chemical composition is verified by OES (Optical Emission Spectrometry) on each heat and confirmed by XRF-based PMI prior to dispatch. MTC provided per EN 10204 3.1 (standard) or 3.2 (third-party witnessed) per project requirements.
| Standard | CuNi 90/10 Designation | CuNi 70/30 Designation |
|---|---|---|
| UNS (ASTM) | C70600 | C71500 |
| DIN / W.Nr. | CuNi10Fe1Mn / 2.0872 | CuNi30Mn1Fe / 2.0882 |
| EN (CW No.) | CW352H | CW354H |
| BS | CN102 | CN107 |
| MIL Spec | MIL-T-16420 (Comp B) | MIL-T-16420 (Comp A) |
| NORSOK MDS | C-600 (CuNi 90/10) | C-601 (CuNi 70/30) |
The ring gasket must be softer than the CuNi flange groove material (CuNi 90/10 Brinell hardness ~80–100 HB). Suitable ring gasket materials include: Soft Iron (HB 90 max — too hard for CuNi 90/10 groove, use with CuNi 70/30), Low Carbon Steel (HB 120 max — generally too hard for CuNi flanges), and Copper (HB 45 max — good compatibility with CuNi 90/10 grooves). Monel 400 ring gaskets (HB 100 max) are used with CuNi 70/30 flanges. Material selection must be confirmed with a project materials engineer.
Oval ring gaskets (older design) have a circular cross-section — they contact the RTJ groove at two curved line contacts. Octagonal ring gaskets (modern standard per ASME B16.20) have a flat contact face that provides much higher seating stress and better sealing integrity per unit bolt load. Octagonal rings can only be used in grooves specifically dimensioned for them, while oval rings can be used in either oval or octagonal grooves. Modern CuNi RTJ flanges are almost always ordered with octagonal ring groove dimensions.
Once the RTJ groove is machined, the flange is classified as an RTJ flange and cannot be easily converted to Raised Face without significant remachining that would reduce the flange thickness below code minimums. RTJ and RF flanges are not interchangeable in the same bolt-up connection. If future service may require changing facing type, specify Raised Face flanges for the original order.
Subsea connections require absolute leak tightness as any leakage is environmentally damaging and extremely difficult to remediate. The metal-to-metal seal of RTJ flanges eliminates the compression set, chemical degradation, and extrusion failure modes of elastomeric and soft gaskets. CuNi RTJ flanges are specified for subsea CuNi chemical injection systems where both corrosion resistance and high-pressure sealing integrity are mandatory.
Share your specifications — size, grade, pressure class, quantity — and receive a competitive quote within 24 hours with complete technical datasheet.